TCT40-01E07AB
Sprawdzony przykład odpowiednich testów
Transformatory laminowane mają rdzenie złożone z warstw stali krzemowej, dzięki czemu laminaty ograniczają wpływ prądów wirowych powodujących straty, które mogą gromadzić się pod wzbudzeniem magnetycznym.
Zwykle działają przy sieci lub niskich częstotliwościach (50–400 Hz) i wyższych napięciach (110–240 woltów)
TCT40-01E07AB
Triad Magnetics produkuje kilka typów transformatorów z rdzeniem laminowanym
Tutaj omówimy testowanie transformatora sterującego TCT40-01E07AB.

Schemat TCT40-01E07AB
Transformator można łatwo przedstawić za pomocą oprogramowania AT EDITOR jako transformator dwuuzwojeniowy.
Należy pamiętać, że podłączyliśmy również rdzeń laminatu do węzła testowego, ponieważ będziemy przeprowadzać testy wysokiego napięcia pomiędzy uzwojeniami a rdzeniami, a nie tylko od uzwojenia pierwotnego do uzwojenia wtórnego.

Schemat edytora AT
TCT40-01E07AB ma 4 duże zakładki, dwie dla głównej i dwie dla dodatkowej.
Na zdjęciu pokazanym po lewej stronie użyliśmy uniwersalnego uchwytu Voltech (część # 91-186), aby podłączyć każdy węzeł testowy do 2 bezpiecznych gniazd 4 mm.
Następnie użyliśmy przewodów Kelvina firmy Voltech (nr części 78-028), aby wykonać szybkie połączenie z testowanym egzemplarzem, łącznie z jednym z rdzeniem, aby można było sprawdzić izolację rdzenia Hi-Pot.

AT Mocowanie przy użyciu uchwytu 91-186 i zacisków kelwina 78-028
Po pierwsze, standardowe testy rezystancji służą do sprawdzenia dobrego zakończenia i sprawdzenia grubości drutu.
Następnie należy wykonać test VOC (napięcie obwodu otwartego), jeśli jest wykonywany, w celu sprawdzenia zarówno współczynnika uzwojenia, jak i fazy pomiędzy zwojami. Jest to preferowane w porównaniu z konwencjonalnym testem współczynnika zwojów TR, ponieważ VOC można przeprowadzić przy rzeczywistym napięciu roboczym transformatora, a zatem daje wynik oparty na rzeczywistym działaniu.
Następnie stosuje się test WATT, aby zmierzyć moc wejściową wymaganą do zasilania transformatora bez obciążenia.
Jest to doskonała kontrola jakości magnetycznej żelaznego rdzenia i połączeń magnetycznych. Limity można ustalić na podstawie pomiarów empirycznych danej partii lub parametrów projektowych.
Następnie następuje test obciążenia w watach (STRW). Jest to podobne do testu Watta, z tą różnicą, że zwykle przeprowadza się go przy napięciu dwukrotnie wyższym od napięcia roboczego (więc testowano tutaj przy 220 V), aby sprawdzić, czy nie ma uszkodzeń między uzwojeniami (np. słabych punktów w emalii drutu).
Jakakolwiek awaria spowoduje utratę energii, a tym samym wyższy odczyt STRW w porównaniu do normalnego transformatora.
Najlepszą praktyką jest również zwiększenie częstotliwości (tutaj 600 Hz), ponieważ obniża to „dobry” odczyt tła i sprawia, że odchylenie spowodowane awarią jest łatwiejsze do zmierzenia i wykrycia.
Powszechną i najlepszą praktyką w tym teście jest zasilanie uzwojenia pierwotnego napięciem 2 x normalne, jednakże ograniczenie przyłożonego napięcia z przekładnika AT wynosi 270 woltów.
Na szczęście równie ważne jest przeprowadzenie tego testu, zasilając uzwojenie wtórne napięciem dwukrotnie wyższym od napięcia roboczego (w tym przykładzie 27 x 2 = 54 V), ponieważ uzwojenie pierwotne transformatora będzie nadal zasilane zgodnie ze współczynnikiem zwojów, co umożliwi przetestowanie w razie potrzeby napięcie pierwotne wyższe niż 270 V.
Dotyczy to oczywiście przypadku, gdy transformator był wielouzwojeniowy; cały transformator jest pod napięciem, dlatego testujemy pod kątem awarii cały transformator, a nie tylko uzwojenie pod napięciem.
W przypadku dużych przekładni zwojów należy zachować ostrożność, aby zasilenie obwodu wtórnego nie spowodowało wytworzenia ekstremalnych napięć przekraczających 5 kV
Następnie mierzony i sprawdzany jest prąd magnesowania przy napięciu 110 V / 60 Hz.
Test ten sprawdza działanie rdzenia i poprawność montażu warstw poprzez pomiar prądu potrzebnego do wzbudzenia rdzenia.
Następnie przeprowadzane są dwa testy izolacji, raz od strony pierwotnej do wtórnej i raz od pierwotnej do rdzenia. Test przeprowadza się przy napięciu 1,5 kV DC i potwierdzono, że rezystancja jest wyższa niż 20 GOhm.
Wreszcie, HPAC służy do sprawdzania izolacji przy napięciu 1,5 kV AC od przewodu pierwotnego do wtórnego i połączonego rdzenia w celu sprawdzenia bezpieczeństwa.
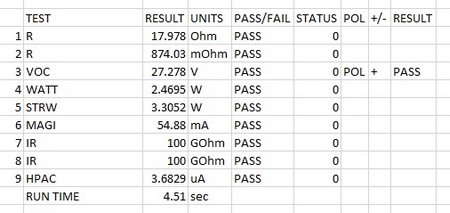
# | Test | Opis | Kołki i warunki | Powód |
| 1 | R | Rezystancja prądu stałego | Uzwojenie pierwotne, sprawdź, czy R jest mniejsze niż 20 omów | Aby sprawdzić, czy rezystancja uzwojenia jest poniżej wartości maksymalnej. Działa również jako kontrola prawidłowego przekroju przewodu i dobrego zakończenia. |
| 2 | R | Rezystancja prądu stałego | Uzwojenie wtórne, sprawdź, czy R jest mniejsze niż 1 om | Aby sprawdzić, czy rezystancja uzwojenia jest poniżej wartości maksymalnej. Działa również jako kontrola prawidłowego przekroju przewodu i dobrego zakończenia. |
| 3 | LZO | Napięcie obwodu otwartego | Zasil napięcie pierwotne napięciem 120 V, sprawdź, czy napięcie wtórne wskazuje 27 V +- 5 i czy polaryzacja wynosi +ve | Aby sprawdzić prawidłowe zwroty i fazy na poziomie podstawowym 1 do wtórnego 1 |
| 4 | WAT | Moc | Zasilanie pierwotne napięciem 120 V, 60 Hz. Sprawdź, czy waty <3 W | Prawidłowy materiał rdzenia i prawidłowo zmontowany rdzeń |
| 5 | STW | Moc stresu | Zasil napięcie pierwotne napięciem 240 V, 600 Hz przez 1 sekundę. Sprawdź, czy waty <4 W | Sprawdza integralność izolacji międzyzwojowej, materiału magnetycznego i połączeń |
| 6 | MAGI | Prąd magnesujący | Napięcie pierwotne 120 V 60 Hz. Sprawdź, czy prąd magnesowania jest mniejszy niż 60 mA | Prawidłowe zwoje pierwotne. Prawidłowy materiał rdzenia, prawidłowo zmontowany |
| 7 | IR | Rezystancja izolacji | Sprawdź pierwotny do rdzenia przy 1,5 kV DC > 20 GOhm | Kontrola izolacji uzwojenia i rdzenia |
| 8 | IR | Rezystancja izolacji | Sprawdź obwód pierwotny z wtórnym przy 1,5 kV DC > 20 GOhm | Kontrola izolacji uzwojenia i rdzenia |
| 9 | HPAC | Hi-Pot AC | 1,5 kV AC przez 1 sekundę od pierwotnego do rdzenia + wtórnego. Sprawdź prąd < 100 uA | Aby sprawdzić izolację zabezpieczającą przed wysokim napięciem |
| AT5600 Czas pracy 4,51 sek | ||||
| (Czas pracy AT3600 8,21 s) |