Sugestie dotyczące testów transformatorów ferrytowych
Notatka techniczna opisująca teorię transformatorów ferrytowych
1. Wprowadzenie do testowania transformatorów ferrytowych
Ponieważ w produktach elektronicznych stosuje się techniki wyższej częstotliwości w celu zmniejszenia rozmiarów i zwiększenia wydajności, w coraz większej liczbie projektów transformatorów stosuje się rdzenie ferrytowe.
Producenci transformatorów muszą zatem sprostać zapotrzebowaniu na mniejsze transformatory przeznaczone do pracy w wyższych częstotliwościach, co nakłada dodatkowe wymagania zarówno na metody produkcji, jak i testowania.
Problemy te dotyczą szerokiej gamy typowych zastosowań, w tym zasilaczy impulsowych, stateczników oświetleniowych, napędów inwerterowych, sprzętu audio i telekomunikacyjnego oraz wielu innych.
Współczesna potrzeba udowodnienia skuteczności działania wszystkich podzespołów produktu sprawiła, że każdy transformator musi zostać poddany dokładniejszym testom, niż dotychczas zakładano.
Na kolejnych stronach rozważymy zakres testów odpowiednich do dokładnego testowania konstrukcji transformatorów ferrytowych. Rozpoczniemy od przeglądu komponentów stosowanych w typowych transformatorach.
RYCINA 1
Schemat prostego transformatora dwuuzwojeniowego podłączonego do czterech węzłów Kelvina testera transformatorów serii AT. 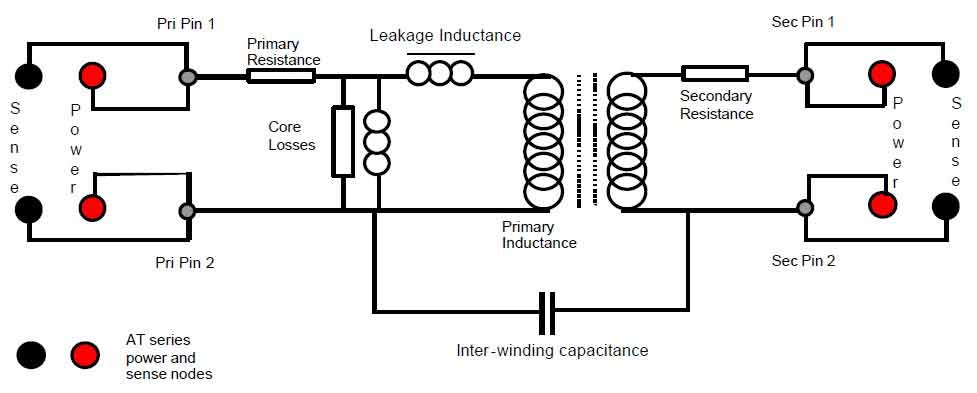
Ze schematu na rysunku 1 wynika, że nawet najprostszy transformator zawiera dość złożoną kombinację elementów rezystancyjnych i reaktywnych.
Aby mieć pewność, że transformator został wyprodukowany prawidłowo, konieczne jest przeprowadzenie szeregu testów, które łącznie pozwalają uzyskać pewność, że wykorzystane materiały i proces produkcyjny skutkują powstaniem transformatorów zgodnych ze specyfikacją projektową.
2. R: Opór
Zapewnia, że grubość miedzi użytej w każdym uzwojeniu jest prawidłowa.
Jednostka miary, Ohms. Zakres 10 mOhms do 10 MOhms
Wszystkie uzwojenia są testowane osobno, aby mieć pewność, że nie ma uzwojeń o niewystarczającej grubości miedzi do przewodzenia wymaganego prądu.
3. LS: Indukcyjność szeregowa
Zapewnia, że użyto właściwego materiału rdzenia i że liczba zwojów jest prawidłowa.
Jednostka miary: Henries. Zakres od 1 nH do 1 MH przy poziomie sygnału od 1 mV do 5 V przy częstotliwości od 20 Hz do 3 MHz.
Różne materiały rdzenia wykazują różną przenikalność, a zatem różną wartość indukcyjności dla określonej liczby zwojów. Przy prawidłowej liczbie zwojów indukcyjność stanowi miarę zdolności materiałów rdzenia do utrzymania wymaganego strumienia magnetycznego bez nasycenia.
Rysunek 3 Przykładowy ekran wejściowy testu indukcyjności przy użyciu programu Editor. 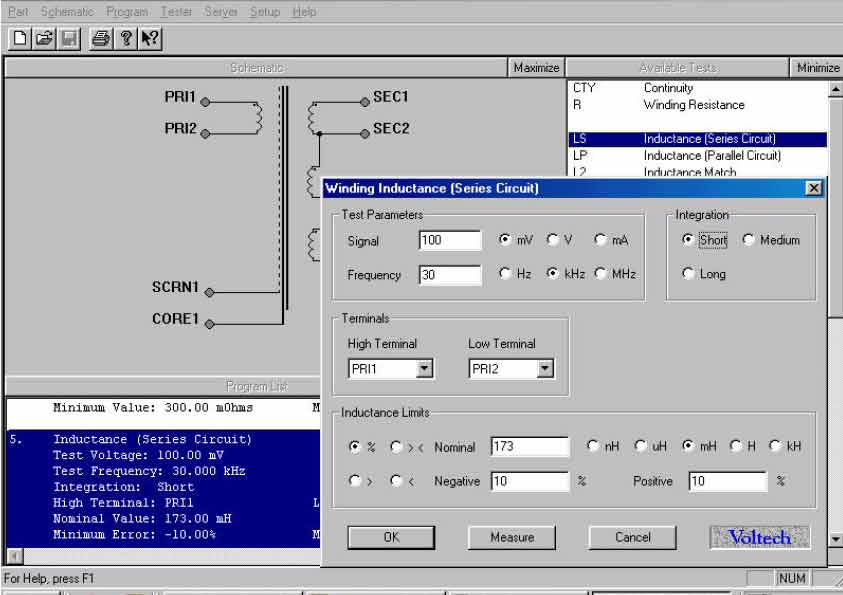
4. QL: współczynnik jakości
Zapewnia, że materiał rdzenia i jego montaż są prawidłowe
Jednostka miary Q. Zakres od 0,001 do 1000 przy poziomie sygnału od 1 mV do 5 V przy częstotliwości od 20 Hz do 3 MHz
Współczynnik jakości reprezentuje wydajność induktora jako stosunek energii zmagazynowanej do energii zmarnowanej i jest wyprowadzany z równania L / (R SQRT(LC) ). Można zauważyć, że wyższe wartości Q są uzyskiwane, gdy składowa indukcyjna jest duża w stosunku do składowych rezystancyjnych i pojemnościowych.
Rysunek 4 Przykładowy ekran wprowadzania testu Q Factor przy użyciu programu Editor. 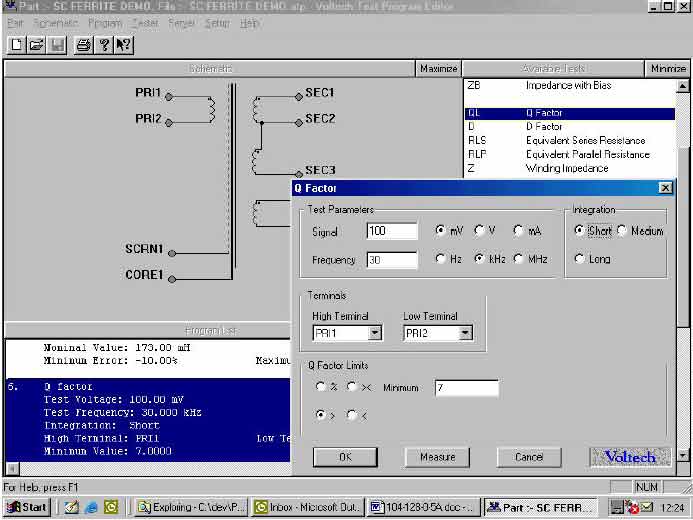
5. ANGL: Kąt impedancji
Gwarantuje, że materiał rdzenia, rezystancja drutu, liczba zwojów i pojemność międzyuzwojeniowa są zgodne ze specyfikacją projektową.
Jednostka miary, stopnie. Zakres -360° do +360° z poziomem sygnału od 1 mV do 5V @ 20 Hz do 3MHz.
W przypadku transformatorów w zastosowaniach, które działają w szerokim zakresie częstotliwości, np. transformatorów audio, projektant lub dział produkcji może musieć zmierzyć kąt fazowy między rzeczywistą impedancją (rezystancyjną (R)) a impedancją urojoną (indukcyjną lub pojemnościową (jXs)). Suma R i jXs jest powszechnie określana jako Z (impedancja całkowita).
Wraz ze wzrostem częstotliwości przyłożonej do cewki indukcyjnej impedancja wzrasta, a kąt fazowy impedancji maleje aż do punktu samorezonansu. W tym punkcie kąt fazowy impedancji wynosi zero (jest to również najwyższa wartość impedancji).
Rysunek 5 Przykładowy ekran wejściowy testu kąta fazowego przy użyciu programu Edytor. 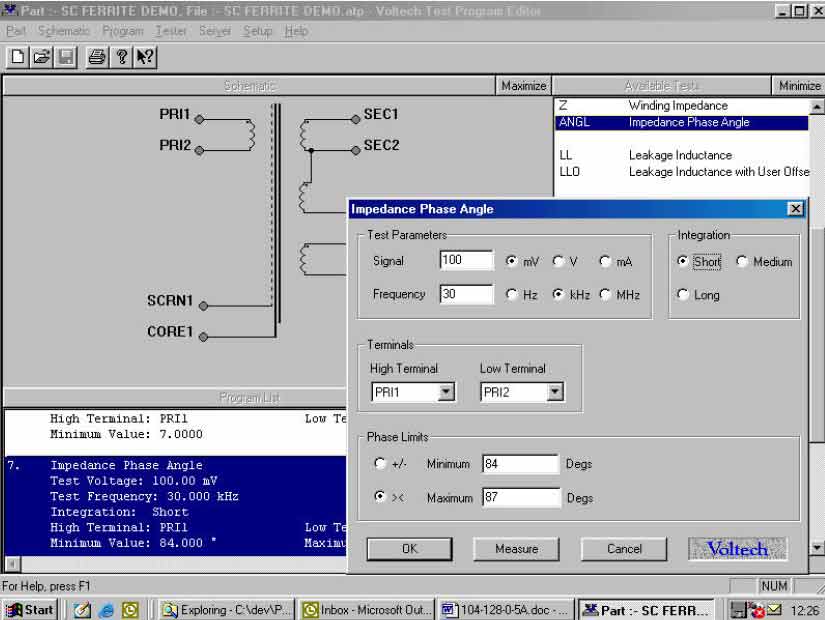
6. LL: Indukcyjność upływu
Zapewnia prawidłowe ułożenie uzwojeń na cewce i odpowiednią wielkość szczeliny powietrznej w konstrukcji rdzenia.
Jednostka miary, Henries. Zakres 1 nH do 1 kH z poziomem sygnału od 1 mV do 5 V przy 20 Hz do 3 MHz
Indukcyjność upływu to składowa indukcyjna przypisywana strumieniowi magnetycznemu, która nie łączy uzwojeń pierwotnych z wtórnymi. Projekty mogą wymagać określonej wartości indukcyjności upływu dla prawidłowej pracy obwodu, w którym transformator zostanie zamontowany, lub może być konieczne utrzymanie wartości na bardzo niskim poziomie. Pomiar indukcyjności upływu wymaga zastosowania zwarcia do uzwojeń wtórnych, co często może powodować problemy w środowisku produkcyjnym. Testery serii AT eliminują te problemy dzięki unikalnej technice pomiaru, która jest szczegółowo opisana w oddzielnej notatce technicznej VPN: 104-105.
Rysunek 6 Przykładowy ekran wejściowy testu indukcyjności upływu przy użyciu programu Editor. 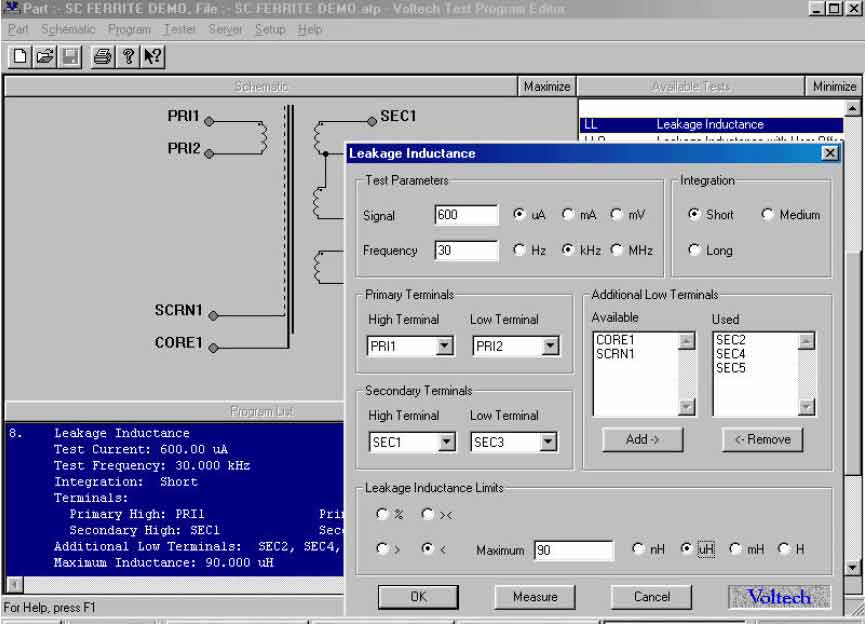
7. C: Pojemność międzyuzwojeniowa
Zapewnia prawidłową grubość izolacji pomiędzy uzwojeniami.
Jednostka miary: farady. Zakres: 100 fF do 1 mF, poziom sygnału: od 1 mV do 5 V przy częstotliwości od 20 Hz do 3 MHz.
Pojemność występuje w cewkach indukcyjnych i transformatorach na skutek fizycznej bliskości sprzężenia elektrostatycznego pomiędzy przewodami w uzwojeniu.
Pojemność występuje również pomiędzy oddzielnymi uzwojeniami: pierwotnym i wtórnym oraz wtórnym i wtórnym.
Rysunek 7 Przykładowy ekran wejściowy testu pojemności przy użyciu programu Editor. 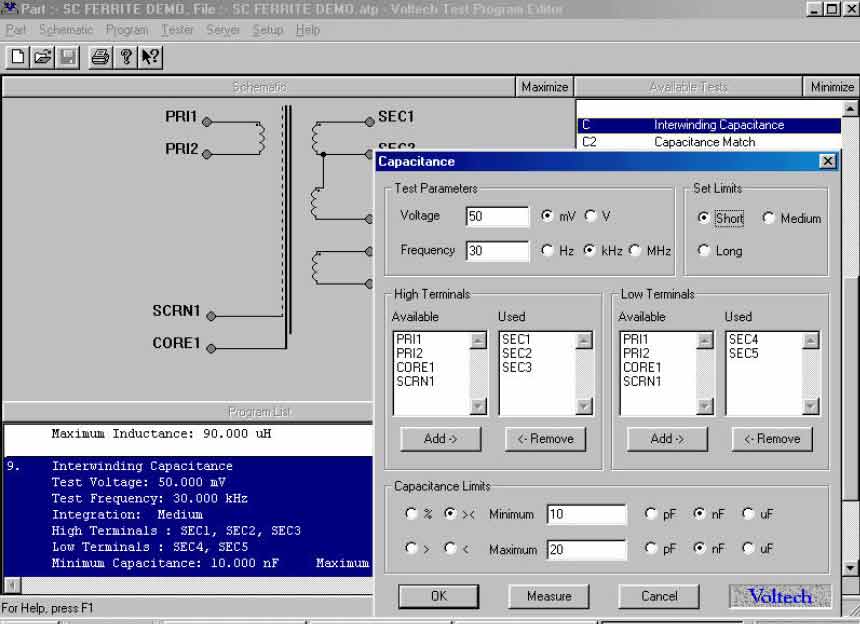
8. TR: Współczynnik obrotów
Zapewnia, że liczba zwojów na każdym uzwojeniu i biegunowość uzwojenia są zgodne ze specyfikacją.
Jednostka miary: stosunek dziesiętny. 1:100 k do 100 k:1 przy poziomie sygnału od 1 mV do 5 V przy częstotliwości 20 Hz do 3 MHz
Stosunek zwojów mierzy się w celu ustalenia, czy liczba zwojów na uzwojeniach pierwotnych i wtórnych jest prawidłowa, a zatem wymagane napięcia wtórne są osiągane, gdy transformator jest w użyciu. Ważne jest, aby pamiętać, że różne straty transformatora pokazane na rysunku 1 spowodują stosunek napięć, który nie odpowiada dokładnie stosunkowi fizycznych zwojów obecnych na uzwojeniach. Testery serii AT obejmują możliwość obliczenia zwojów na podstawie stosunku indukcyjności (TRL), co eliminuje błędy przypisywane stratom rdzenia i indukcyjności upływu.
Te i inne rozważania dotyczące współczynnika skrętu opisano w osobnej notatce technicznej VPN: 104-113.
Rysunek 8 Przykładowy ekran wejściowy testu współczynnika obrotów przy użyciu programu Edytor. 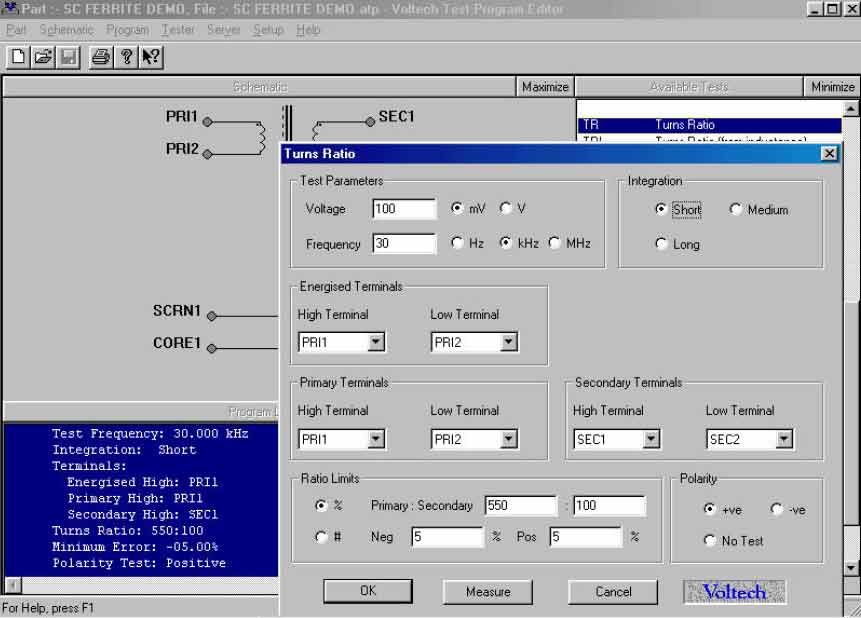
9. SURG: Testowanie przepięć wysokiego napięcia
Zapewnia, że materiał izolacyjny wokół przewodu miedzianego (zazwyczaj lakier) nie został uszkodzony w procesie produkcji, co mogłoby powodować ryzyko zwarcia międzyuzwojeniowego.
Jednostka miary, mV Sekundy. Zakres od 1 mV do 1 kV z poziomem sygnału impulsowego od 100 V do 5 kV.
Transformatory z dużą liczbą zwojów wykorzystujące cienki drut są podatne na uszkodzenia izolacji. Uszkodzenie materiału izolacyjnego podczas produkcji jest bardzo trudne do wykrycia, ponieważ może nie wystąpić całkowite zwarcie, a napięcie przyłożone podczas testowania zwojów nie będzie wystarczające do zmostkowania tego częściowego zwarcia. Jednak podczas pracy w gotowym produkcie transformator jest narażony na znacznie wyższe napięcia, które mogą spowodować łuk koronowy w miejscu uszkodzenia lub efekt nagrzewania podczas normalnego użytkowania może spowodować zwarcie po krótkim czasie.
Podłączając naładowany kondensator w AT3600 do uzwojenia transformatora, uzwojenie jest narażone na napięcie impulsowe, a mierząc obszar pod zanikającą oscylacją, można ustalić, czy doszło do przebicia między zwojami uzwojenia. Poniższy diagram ilustruje zanikającą oscylację uzwojenia transformatora bez uszkodzenia izolacji w porównaniu z tym samym uzwojeniem z uszkodzoną izolacją.
Rysunek 9 Przykłady przebiegów udarowych 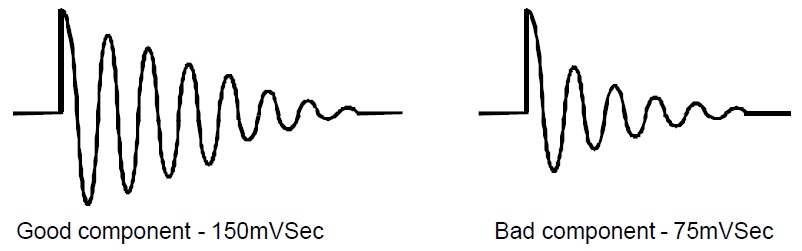
Obliczając iloczyn wolta-sekundy pod krzywą, AT3600 dostarcza wartość liczbową, za pomocą której można ustalić dobre lub złe komponenty. Daje to korzyść w postaci wykrywania zwartych zwojów za pomocą techniki napięcia impulsowego, jednocześnie unikając potencjalnych błędów inherentnych w interpretacji przez użytkownika złożonych przebiegów.
Rysunek 10 Przykładowy ekran wejściowy testu naprężeń udarowych przy użyciu programu Edytor. 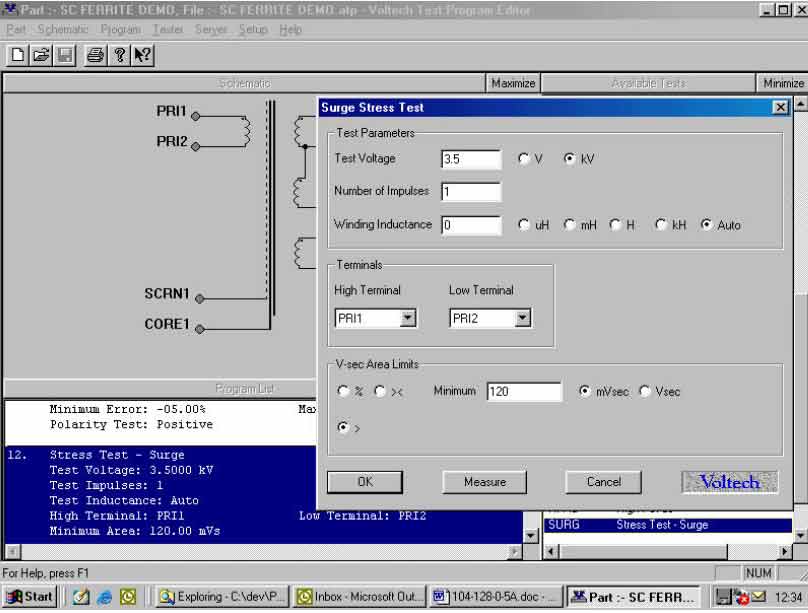
10. IR: Rezystancja izolacji
Zapewnia, że izolacja między uzwojeniami spełnia wymagane specyfikacje
Jednostka miary: Ohm. Zakres od 1 MOhm do 100 GOhm przy poziomie sygnału od 100 V do 7 kV (AT5600 + AT3600) lub 500 V (ATi).~
Za pomocą generatora wysokiego napięcia prądu stałego i układu pomiaru prądu stałego obliczana jest wartość rezystancji.
Rysunek 11 Przykładowy ekran wejściowy testu rezystancji izolacji przy użyciu programu Edytor. 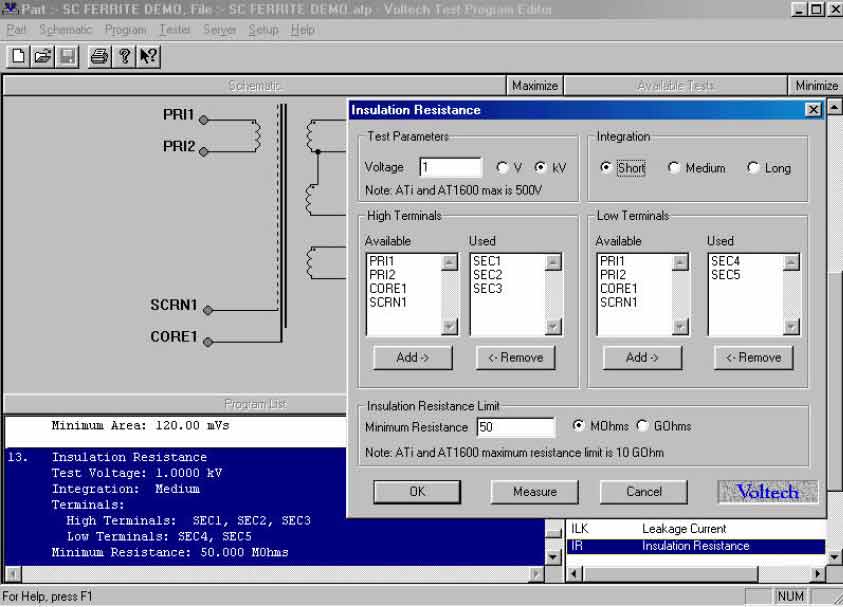
11. HPAC: Testy bezpieczeństwa prądu przemiennego wysokiego napięcia
Zapewnia prawidłowe ułożenie uzwojeń i zastosowanie właściwych materiałów, aby zagwarantować wymagany poziom izolacji bezpieczeństwa.
Jednostka miary: Ampery. Zakres od 10uA do 10 mA przy poziomie sygnału od 100 V AC do 5 kV AC.
Wszystkie transformatory zapewniające izolację od systemu zasilania prądem przemiennym muszą zostać przetestowane w celu potwierdzenia ich zdolności do wytrzymywania napięć testowych bezpieczeństwa bez przebicia. Aby spełnić przepisy testowe, konieczne jest przedstawienie dowodu, że napięcie testowe jest utrzymywane w okresie testowym, a AT3600/AT5600 osiąga to poprzez pomiar i kontrolowanie przyłożonego napięcia przez cały czas trwania testu.
Rysunek 12 Przykładowy ekran wprowadzania testu HPAC przy użyciu programu Editor. 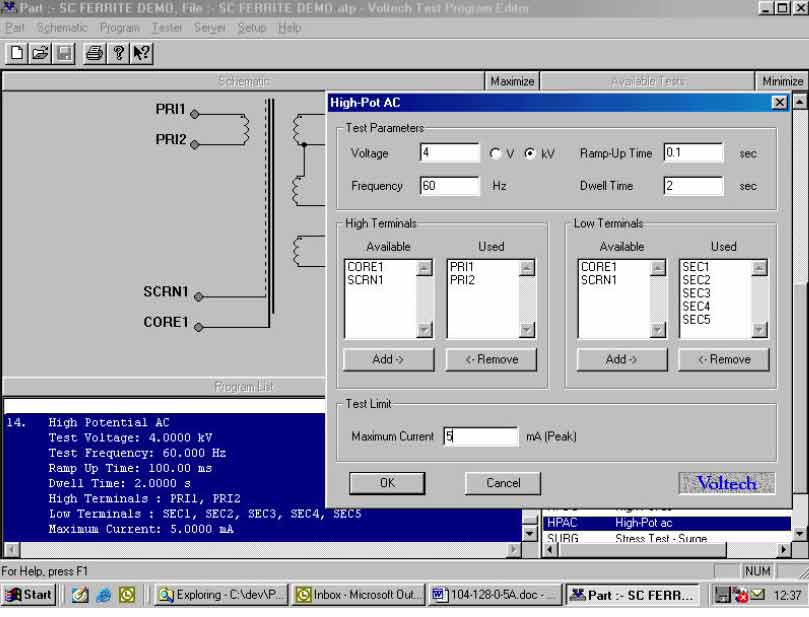
12. Wnioski z badania ferrytu
Można zauważyć, że odpowiedni zakres testów pozwoli na uzyskanie całkowitej pewności, że wszystkie materiały i procesy produkcyjne w obrębie transformatora są prawidłowe.
Dzięki temu będziemy mieć pewność, że każdy testowany transformator w pełni spełnia wymagane specyfikacje.
Dotychczas przeprowadzanie tak dokładnych testów okazywało się zbyt kosztowne, trudne lub czasochłonne.
Jednak testery serii AT stanowią ekonomiczne, łatwe w użyciu i szybkie rozwiązanie.
Cały test pokazany powyżej został wykonany przez tester AT z prędkością 1,2 sekundy, za pomocą jednego dotknięcia przycisku.