Testvorschläge für Ferrittransformatoren
Eine technische Notiz, die die Theorie der Ferrittransformatoren beschreibt
1. Einführung in das Testen von Ferrittransformatoren
Da bei elektronischen Produkten zur Größenreduzierung und Verbesserung der Effizienz Hochfrequenztechniken zum Einsatz kommen, werden bei immer mehr Transformatorkonstruktionen Ferritkerne verwendet.
Daher müssen die Transformatorhersteller den Bedarf an kleineren Transformatoren decken, die für den Betrieb bei höheren Frequenzen ausgelegt sind, was zusätzliche Anforderungen an die Herstellungs- und Prüfmethoden mit sich bringt.
Diese Probleme betreffen eine breite Palette gängiger Anwendungen, darunter Schaltnetzteile, Vorschaltgeräte, Wechselrichterantriebe, Audio- und Telekommunikationsgeräte und viele mehr.
Die heutige Forderung nach nachgewiesener Leistung aller Komponenten in einem Produkt hat dazu geführt, dass jeder einzelne Transformator gründlicher getestet werden muss als traditionell erwartet.
Auf den folgenden Seiten betrachten wir die verschiedenen Tests, die für eine gründliche Prüfung von Ferrittransformatorkonstruktionen geeignet sind, und beginnen mit einer Überprüfung der in einem herkömmlichen Transformator vorhandenen Komponenten.
ABBILDUNG 1
Schema eines einfachen Transformators mit zwei Wicklungen, der an die vier Kelvin-Knoten eines Transformatortesters der AT-Reihe angeschlossen ist. 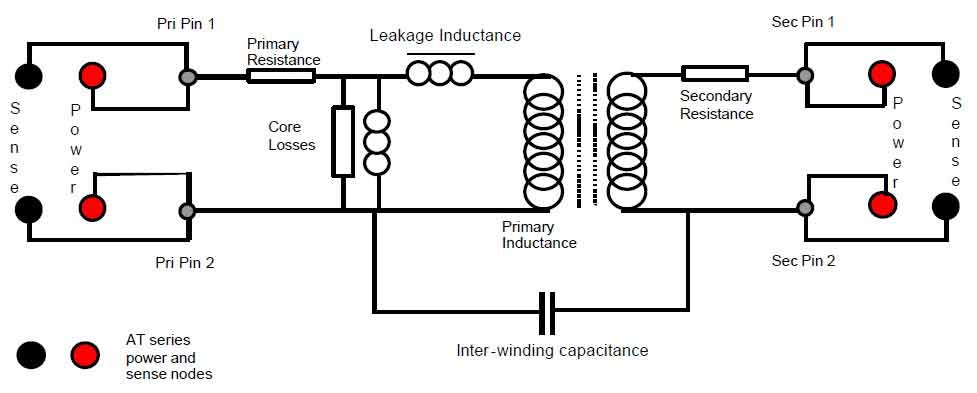
Aus dem Schema in Abbildung 1 ist ersichtlich, dass selbst der einfachste Transformator eine recht komplexe Kombination aus ohmschen und reaktiven Komponenten enthält.
Um mit Sicherheit feststellen zu können, dass ein Transformator ordnungsgemäß hergestellt wurde, müssen verschiedene Tests durchgeführt werden, deren Gesamtheit die Gewissheit bietet, dass die verwendeten Materialien und der durchgeführte Herstellungsprozess zu Transformatoren führen, die den Konstruktionsspezifikationen entsprechen.
2. R: Widerstand
Stellt sicher, dass für jede Wicklung die richtige Kupferstärke verwendet wird.
Maßeinheit: Ohm. Bereich: 10 mOhm bis 10 MOhm
Alle Wicklungen werden einzeln geprüft, um sicherzustellen, dass es keine Wicklungen gibt, deren Kupferstärke nicht ausreicht, um den erforderlichen Strom zu leiten.
3. LS: Serieninduktivität
Stellt sicher, dass das richtige Kernmaterial verwendet wurde und die Anzahl der Umdrehungen stimmt.
Maßeinheit, Henries. Bereich 1 nH bis 1 MH mit Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz.
Verschiedene Kernmaterialien weisen unterschiedliche Permeabilität und daher einen unterschiedlichen Induktivitätswert für eine bestimmte Anzahl von Windungen auf. Bei der richtigen Anzahl von Windungen ist die Induktivität ein Maß für die Fähigkeit des Kernmaterials, den erforderlichen magnetischen Fluss ohne Sättigung aufrechtzuerhalten.
Abbildung 3: Beispiel eines Testeingabebildschirms für Induktivität mithilfe des Editor-Programms. 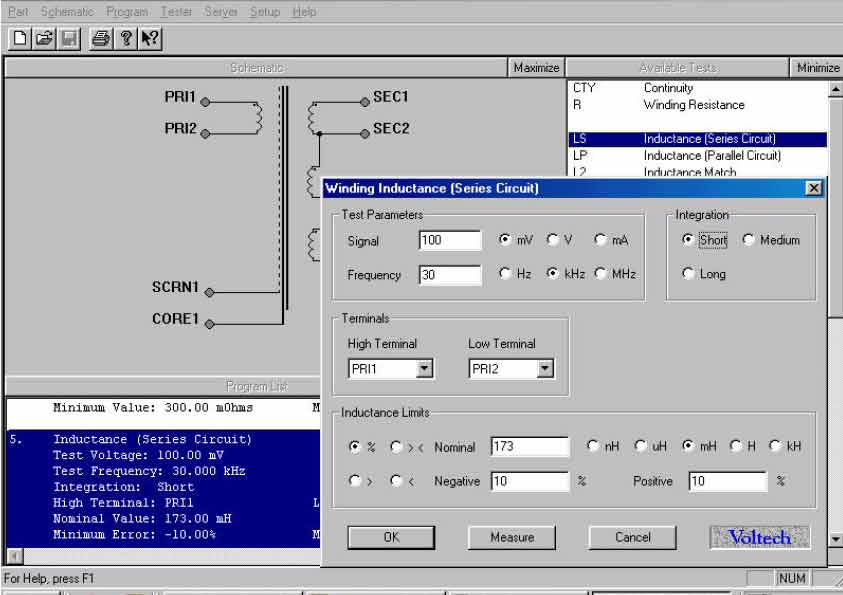
4. QL: Qualitätsfaktor
Stellt sicher, dass das Kernmaterial und dessen Montage korrekt sind
Maßeinheit, Q. Bereich 0,001 bis 1000 mit Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz
Der Qualitätsfaktor stellt die Effizienz einer Induktivität als Verhältnis zwischen gespeicherter und verlorener Energie dar und wird aus der Gleichung L / (R SQRT(LC) ) abgeleitet. Es ist ersichtlich, dass höhere Q-Werte erzielt werden, wenn die induktive Komponente im Verhältnis zu den resistiven und kapazitiven Komponenten groß ist.
Abbildung 4: Beispiel eines Testeingabebildschirms für Q-Faktor mithilfe des Editorprogramms. 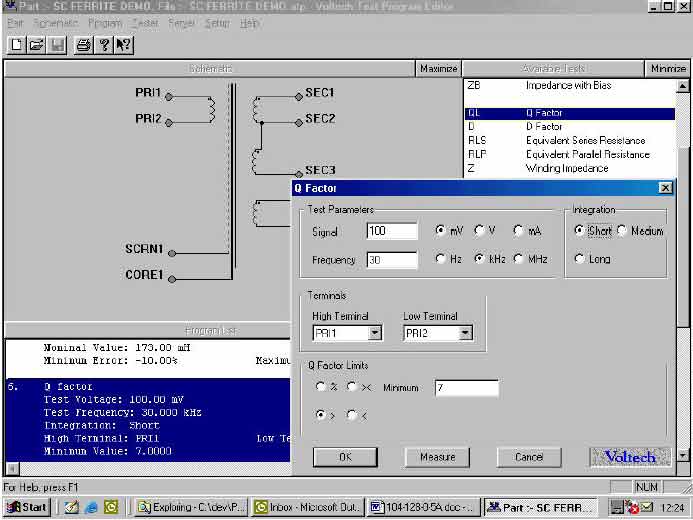
5. ANGL: Impedanzwinkel
Stellt sicher, dass Kernmaterial, Drahtwiderstand, Windungszahl und Kapazität zwischen den Wicklungen zusammen den Konstruktionsspezifikationen entsprechen.
Maßeinheit: Grad. Bereich -360° bis +360° mit einem Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz.
Bei Transformatoren in Anwendungen, die über einen weiten Frequenzbereich arbeiten, z. B. Audiotransformatoren, muss der Entwickler oder die Produktionsabteilung möglicherweise den Phasenwinkel zwischen der realen Impedanz (resistiv (R)) und der imaginären Impedanz (induktiv oder kapazitiv (jXs)) messen. Die Summe aus R und jXs wird üblicherweise als Z (Gesamtimpedanz) bezeichnet.
Wenn die angelegte Frequenz an einer Induktivität erhöht wird, erhöht sich die Impedanz und der Impedanzphasenwinkel verringert sich bis zum Punkt der Selbstresonanz; an diesem Punkt beträgt der Impedanzphasenwinkel Null (und damit auch der höchste Impedanzwert).
Abbildung 5: Beispiel eines Testeingabebildschirms für den Phasenwinkel mithilfe des Editorprogramms. 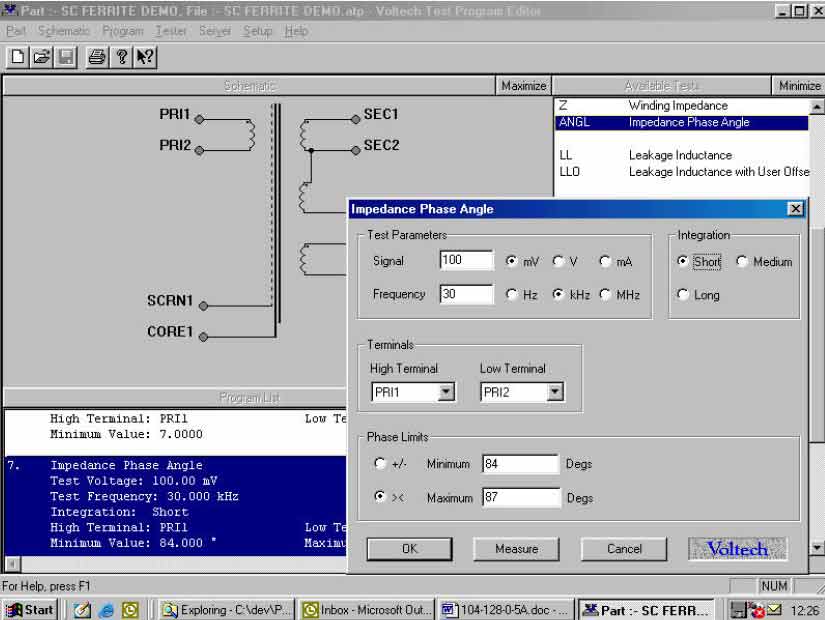
6. LL: Streuinduktivität
Stellt sicher, dass die Wicklungen richtig auf der Spule positioniert sind und dass jeder im Kerndesign enthaltene Luftspalt die richtige Größe hat.
Maßeinheit, Henries. Bereich 1 nH bis 1 kH mit Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz
Streuinduktivität ist die induktive Komponente, die auf magnetischen Fluss zurückzuführen ist, der die Primär- nicht mit der Sekundärwicklung verbindet. Designs können einen bestimmten Streuinduktivitätswert für den ordnungsgemäßen Betrieb des Schaltkreises erfordern, in den der Transformator eingebaut wird, oder es kann notwendig sein, den Wert sehr niedrig zu halten. Die Messung der Streuinduktivität erfordert die Anwendung eines Kurzschlusses an den Sekundärwicklungen, was in einer Produktionsumgebung häufig zu Problemen führen kann. Die Tester der AT-Serie beseitigen diese Probleme mit einer einzigartigen Messtechnik, die in einem separaten technischen Hinweis VPN: 104-105 ausführlich beschrieben wird.
Abbildung 6: Beispiel eines Testeingabebildschirms für Streuinduktivität mithilfe des Editor-Programms. 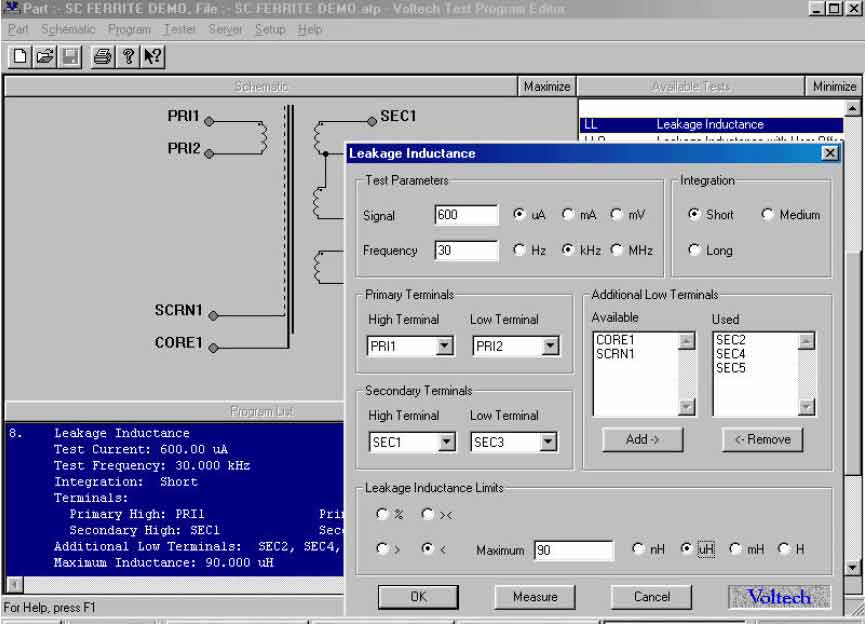
7. C: Kapazität zwischen den Wicklungen
Stellt sicher, dass die Isolationsdicke zwischen den Wicklungen richtig ist.
Maßeinheit: Farad. Bereich 100 fF bis 1 mF mit Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz
In Induktoren und Transformatoren entsteht Kapazität aufgrund der physischen Nähe der elektrostatischen Kopplung zwischen Drähten innerhalb einer Wicklung.
Außerdem besteht eine Kapazität zwischen einzelnen Wicklungen, von der Primär- zur Sekundärwicklung oder von der Sekundärwicklung zur Sekundärwicklung.
Abbildung 7: Beispiel eines Testeingabebildschirms für die Kapazität mithilfe des Editor-Programms. 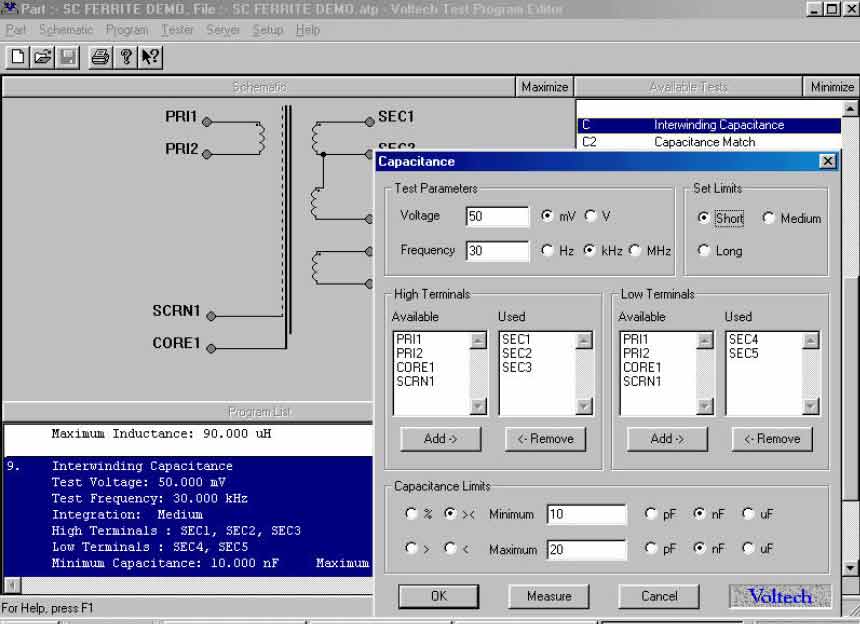
8. TR: Windungszahl
Stellt sicher, dass die Anzahl der Windungen jeder Wicklung und die Wicklungspolarität den Spezifikationen entsprechen.
Maßeinheit, Dezimalverhältnis. 1:100 k bis 100 k:1 mit einem Signalpegel von 1 mV bis 5 V bei 20 Hz bis 3 MHz
Das Windungszahlverhältnis wird gemessen, um sicherzustellen, dass die Anzahl der Windungen auf den Primär- und Sekundärwicklungen korrekt ist und somit die erforderlichen Sekundärspannungen erreicht werden, wenn der Transformator in Betrieb ist. Es ist wichtig zu bedenken, dass die verschiedenen Transformatorverluste, die in Abbildung 1 dargestellt sind, zu einem Spannungsverhältnis führen, das nicht genau dem Verhältnis der physikalischen Windungen auf den Wicklungen entspricht. Die Tester der AT-Serie verfügen über die Fähigkeit, Windungen aus dem Induktivitätsverhältnis (TRL) zu berechnen, wodurch Fehler aufgrund von Kernverlusten und Streuinduktivität vermieden werden.
Diese und andere Überlegungen zum Windungsverhältnis werden in einem separaten technischen Hinweis VPN: 104-113 beschrieben.
Abbildung 8: Beispiel-Testeingabebildschirm für das Windungsverhältnis mithilfe des Editorprogramms. 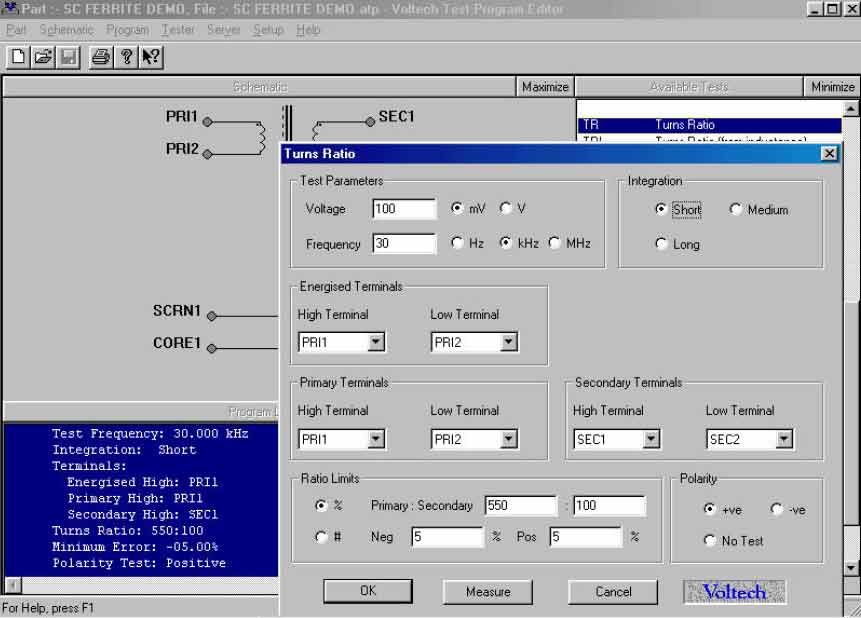
9. SURG: Prüfung auf Hochspannungsstöße
Stellt sicher, dass das Isoliermaterial um den Kupferdraht (normalerweise Lack) während der Herstellung nicht beschädigt wurde und dadurch die Gefahr eines Kurzschlusses zwischen den Wicklungen besteht.
Maßeinheit: mV Sekunden. Bereich: 1 mVs bis 1 kVs mit einem Impulssignalpegel von 100 V bis 5 kV.
Transformatoren mit vielen Windungen und feinen Drähten sind anfällig für Isolationsschäden. Schäden am Isolationsmaterial während der Produktion sind sehr schwer zu erkennen, da es möglicherweise nicht zu einem vollständigen Kurzschluss kommt und die bei der Windungsprüfung angelegte Spannung nicht ausreicht, um diesen Teilkurzschluss zu überbrücken. Im Betrieb im fertigen Produkt ist der Transformator jedoch viel höheren Spannungen ausgesetzt, die an der Schadensstelle einen Koronalichtbogen verursachen können, oder die Erwärmungswirkung bei normalem Gebrauch kann nach kurzer Zeit einen Kurzschluss verursachen.
Durch Anschließen eines geladenen Kondensators im AT3600 an eine Transformatorwicklung wird die Wicklung einer Impulsspannung ausgesetzt. Durch Messen der Fläche unter der abklingenden Schwingung kann festgestellt werden, ob ein Durchschlag zwischen den Wicklungswindungen aufgetreten ist. Das folgende Diagramm zeigt die abklingende Schwingung einer Transformatorwicklung ohne Isolationsschäden im Vergleich zur gleichen Wicklung mit beschädigter Isolierung.
Abbildung 9 Beispiele für Stoßwellenformen 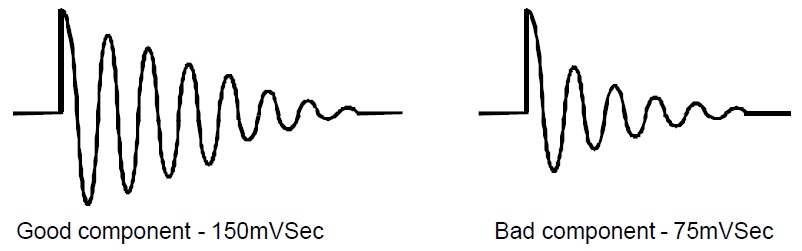
Durch die Berechnung des Voltsekundenprodukts unter der Kurve liefert der AT3600 eine numerische Größe, anhand derer gute oder schlechte Komponenten ermittelt werden können. Dies bietet den Vorteil der Erkennung von Windungsschlüssen mithilfe einer Impulsspannungstechnik und vermeidet gleichzeitig die potenziellen Fehler, die bei der Interpretation komplexer Wellenformen durch den Benutzer auftreten können.
Abbildung 10: Beispiel eines Testeingabebildschirms für Stoßspannung mithilfe des Editorprogramms. 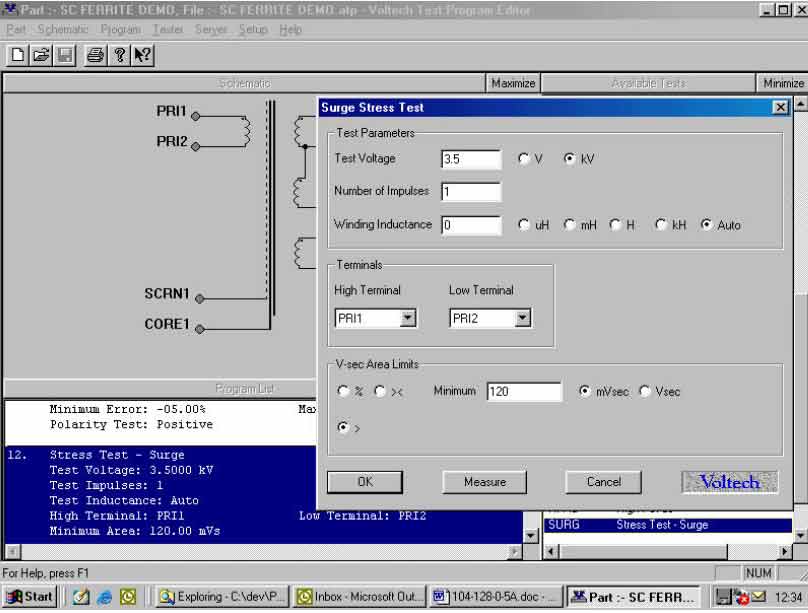
10. IR: Isolationswiderstand
Stellt sicher, dass die Isolierung zwischen den Wicklungen die erforderlichen Spezifikationen erfüllt
Maßeinheit Ohm. Bereich 1 MOhm bis 100 GOhm mit einem Signalpegel von 100 V bis 7 kV (AT5600 + AT3600) bzw. 500 V (ATi).~
Mithilfe eines Gleichstrom-Hochspannungsgenerators und eines Gleichstrom-Strommesssystems wird der Widerstandswert berechnet.
Abbildung 11: Beispiel eines Testeingabebildschirms für den Isolationswiderstand mithilfe des Editorprogramms. 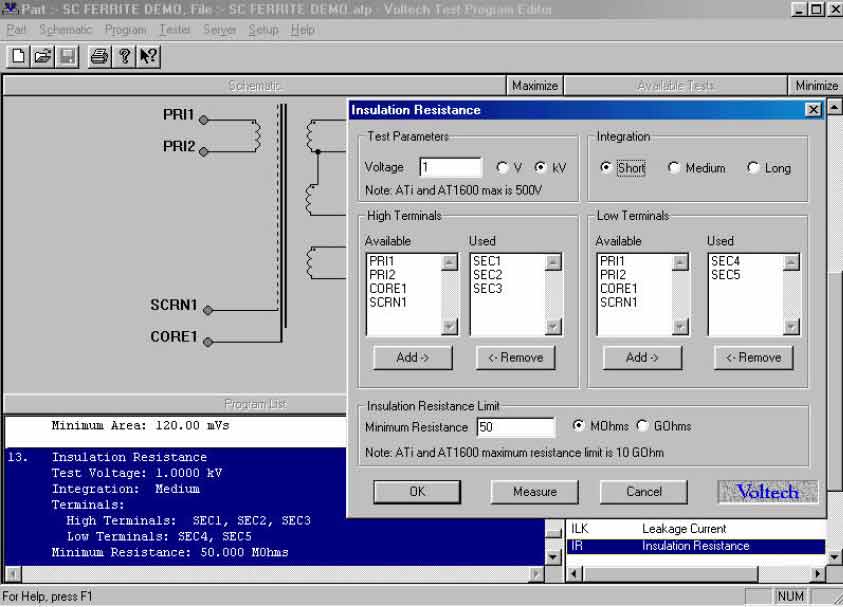
11. HPAC: Hochspannungs-AC-Sicherheitsprüfung
Stellt sicher, dass die Wicklungen mit den richtigen Materialien richtig positioniert sind, um das erforderliche Maß an Sicherheitsisolierung zu gewährleisten.
Maßeinheit: Ampere. Bereich 10 uA bis 10 mA mit einem Signalpegel von 100 V AC bis 5 kV AC.
Alle Transformatoren, die eine Trennung von einem Wechselstromnetz ermöglichen, müssen geprüft werden, um ihre Fähigkeit zu bestätigen, den Sicherheitsprüfspannungen ohne Ausfall standzuhalten. Um die Prüfvorschriften zu erfüllen, muss nachgewiesen werden, dass die Prüfspannung während des Prüfzeitraums aufrechterhalten wird. Dies wird vom AT3600/AT5600 erreicht, indem die angelegte Spannung während der gesamten Prüfdauer gemessen und geregelt wird.
Abbildung 12: Beispiel eines Testeingabebildschirms für HPAC mithilfe des Editorprogramms. 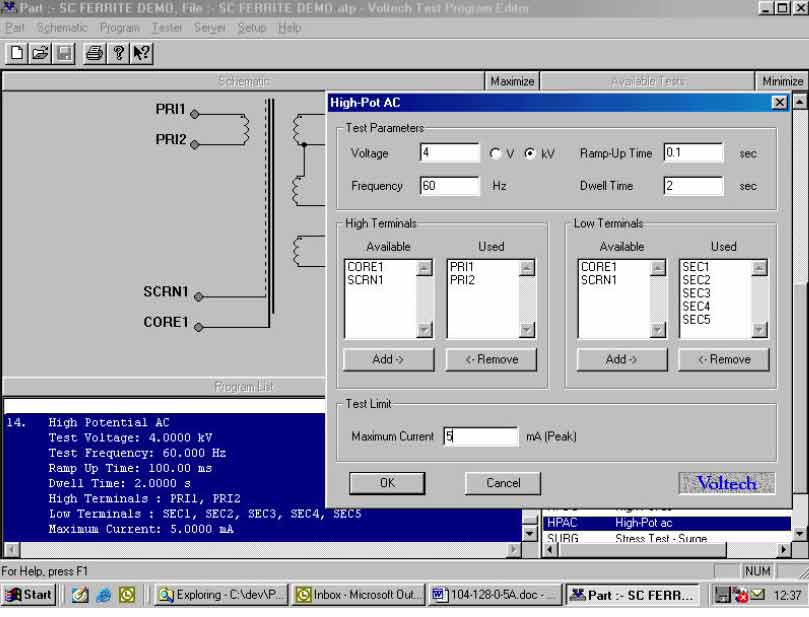
12. Schlussfolgerungen zum Ferrittest
Es ist ersichtlich, dass eine entsprechende Reihe von Tests die vollständige Sicherheit bietet, dass alle Materialien und Produktionsprozesse innerhalb eines Transformators korrekt sind.
Dadurch wird wiederum sichergestellt, dass jeder einzelne getestete Transformator die erforderlichen Spezifikationen vollständig erfüllt.
Bisher waren derart gründliche Tests zu teuer, zu schwierig oder zu zeitaufwändig.
Die Tester der AT-Serie stellen jedoch eine kostengünstige, benutzerfreundliche und schnelle Lösung dar.
Der oben gezeigte vollständige Test wurde vom AT-Tester mit einer Geschwindigkeit von 1,2 Sekunden mit einem einzigen Knopfdruck ausgeführt.